Giant plush toys have carved out a distinct and growing niche in the global toy market. From oversized stuffed bears sold at carnival booths to life-size plush animals marketed as lifestyle décor items, these products demand a specialized manufacturing approach that goes well beyond standard toy production. Understanding how giant plush toys are made — and what separates a durable, retail-ready product from a poorly constructed one — is essential knowledge for buyers, brand owners, and sourcing professionals alike.
This guide walks through every phase of giant plush toy manufacturing, explaining the materials involved, the stitching and filling techniques applied, the safety compliance requirements, and the structural considerations unique to oversized plush formats. Whether you are sourcing for a retail brand or developing a private-label product, the following breakdown will give you a grounded understanding of the production process.

What Makes Giant Plush Toys Different From Standard Plush
At first glance, a giant stuffed bear might seem like a scaled-up version of a regular one. In practice, the manufacturing demands are substantially different. The increased size introduces structural, material, and safety challenges that do not exist at smaller dimensions.
Scale-Driven Engineering Challenges
When a plush toy exceeds 60 cm (roughly 24 inches) in any dimension, the internal fill volume increases exponentially. This means the outer fabric must withstand far greater tension across seams, and the filling material must be packed with greater density to prevent the toy from collapsing under its own weight or losing shape after repeated handling. A 150 cm stuffed bear, for example, may require upward of 3 to 5 kilograms of polyester fiberfill — far more than a small toy, and enough to create internal pressure that stresses stitching joints at the limbs and head.
Beyond filling, the pattern engineering for giant plush requires additional darts, gussets, and panel sections to achieve a three-dimensional silhouette without excessive fabric bunching. Standard plush patterns are not simply enlarged; they are re-engineered entirely.
Size Classification and Manufacturing Complexity
| Size Category | Typical Height Range | Fill Weight (approx.) | Panel Count | Complexity Level |
|---|---|---|---|---|
| Standard | 20–45 cm | 100–300 g | 6–10 | Low |
| Large | 46–80 cm | 300–800 g | 10–18 | Medium |
| Giant | 81–150 cm | 800 g–2.5 kg | 18–30 | High |
| Life-Size / Oversized | 150 cm+ | 2.5–6 kg+ | 30–50+ | Very High |
Target Markets and Use Cases
Giant plush toys serve a wider range of end markets than their smaller counterparts. Retail gift shops, amusement parks, branded merchandise programs, home décor brands, and children’s lifestyle retailers all represent active demand channels. Each application has distinct requirements — a carnival prize must survive rough handling, while a premium lifestyle plush needs consistent surface appearance and luxurious material feel.
Core Materials Used in Giant Plush Toy Production
Material selection drives both the quality of the finished product and its compliance with international toy safety standards. For giant plush, material decisions are even more consequential because larger surface areas amplify any inconsistencies in texture, pile length, or dye uniformity.
Outer Shell Fabrics
The most commonly used shell fabrics for giant plush toys fall into a few well-established categories. Short-pile polyester plush — commonly known as velboa — is the industry standard for mass-market products. It offers excellent color retention, consistent pile height, and durability at a cost-effective price point. For premium products, minky fabric (also called supersoft minky or cuddle fleece) is preferred due to its ultra-soft texture and subtle sheen. Sherpa and faux-fur fabrics are also used for specific design aesthetics, particularly realistic animal representations.

Fabric weight matters significantly at giant scale. A fabric that holds shape at 45 cm may stretch or bag at 120 cm. Most experienced manufacturers specify a fabric weight of at least 280 g/m² for giant formats to maintain structural integrity across large surface panels.
Tip
When evaluating shell fabric for giant plush, request swatch samples in the actual production color and test pile recovery after compression — giant plush toys are often packaged in compressed form, and fabrics that do not recover their pile height will arrive looking flat and unsellable.
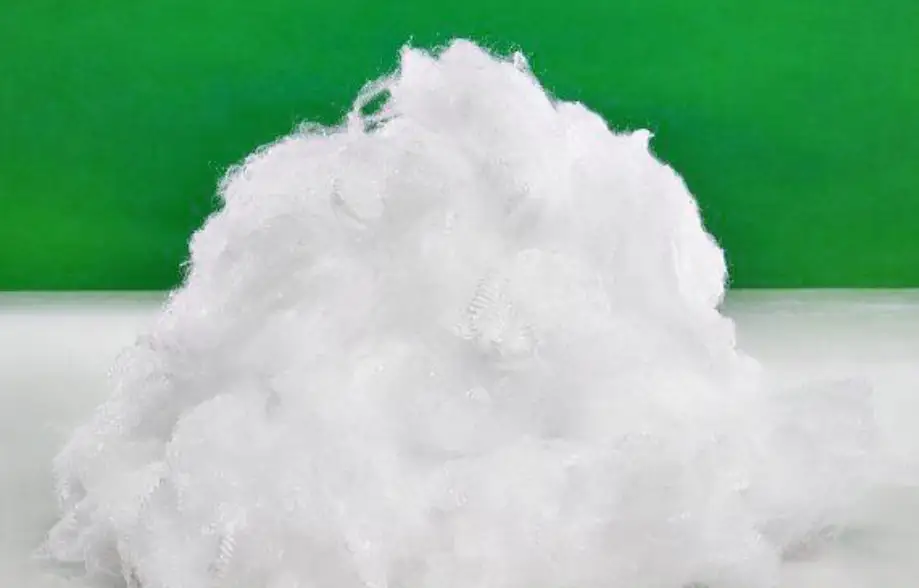
Filling Materials
Polyester fiberfill (also called polyfill or hollow conjugate fiber) is the dominant filling choice across the industry. For giant plush, the fill specification is critical. Hollow conjugate fiberfill — where each fiber strand has a hollow core — provides better loft recovery and a softer tactile feel compared to solid-fiber alternatives. Fill density, measured in grams per liter of cavity volume, must be carefully calibrated to ensure the toy holds its shape without becoming uncomfortably rigid.
Recycled polyester fill, derived from post-consumer PET bottles, is increasingly specified by brands pursuing sustainability credentials. It performs comparably to virgin polyester fill in most applications and carries lower environmental impact scores under lifecycle assessment frameworks.
Filling Material Comparison for Giant Plush Production
| Fill Type | Loft Recovery | Hypoallergenic | Eco Certification Available | Relative Cost | Best For |
|---|---|---|---|---|---|
| Standard polyester fiberfill | Good | Yes | No | Low | Mass-market products |
| Hollow conjugate fiberfill | Excellent | Yes | No | Medium | Premium retail plush |
| Recycled PET fiberfill | Good | Yes | Yes (GRS, OEKO-TEX) | Medium–High | Sustainability-focused brands |
| PP cotton (polypropylene) | Moderate | Yes | No | Low | Budget-tier products |
| Natural cotton fill | Low (compacts) | Conditionally | Yes (GOTS) | High | Organic/natural positioning |
Eyes, Nose, and Embellishment Hardware
For any plush toy intended for children under 36 months, all decorative elements — including eyes and noses — must be embroidered rather than attached as hard plastic components. At giant scale, products are often marketed toward older children and adults, which may allow the use of safety eyes (plastic components with locking washers) in some markets. However, specific age-grading requirements vary significantly by jurisdiction, and product labeling must reflect the intended age range accurately.
The Giant Plush Toy Production Workflow
Manufacturing a giant plush toy involves a multi-stage process that begins long before any fabric is cut. Understanding this workflow helps buyers set realistic lead times and identify where quality risks are introduced.
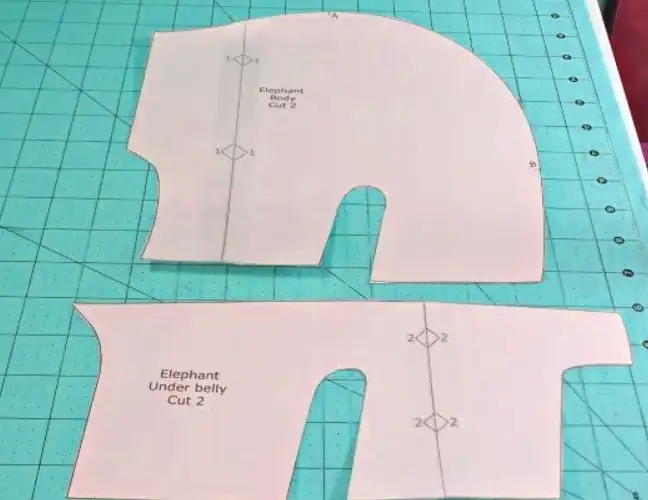
Pattern Engineering and Prototyping
All plush production begins with pattern development. For giant formats, this stage is disproportionately time-intensive because the pattern must account for fabric stretch, seam allowances, and three-dimensional volume at an unusually large scale. Pattern engineers typically develop a 2D paper pattern for each individual panel, which is then tested by constructing a muslin or calico sample before any production fabric is committed.
Once the paper pattern is approved, a foam or fabric prototype (called a “PP sample” or pre-production sample) is constructed in actual production materials. For giant plush, this stage usually requires at least two to three rounds of revision before the silhouette, proportion, and surface appearance meet the buyer’s specifications.
Fabric Cutting
Giant plush production requires substantially larger cutting tables than standard toy manufacturing. Fabric panels for a 150 cm plush toy can span 80 to 120 cm in a single cut. Most factories use computer-controlled fabric cutting (CNC cutting) for precision at this scale, significantly reducing fabric waste and ensuring consistent panel dimensions across large production runs.
Pile direction must be considered during cutting. All panels of a given toy must be cut with the pile running in the same direction, or the finished product will show visible tonal variation — a defect called “shading” that is immediately apparent in retail environments.
Production Timeline by Stage for a Giant Plush Program
| Stage | Typical Duration | Key Output | Quality Risk |
|---|---|---|---|
| Pattern engineering | 1–3 weeks | Approved paper pattern set | Proportion errors, seam tension miscalculation |
| PP sample/prototype | 2–4 weeks | Physical pre-production sample | Fill density mismatch, fabric sourcing variance |
| Fabric sourcing and dyeing | 2–5 weeks | Bulk fabric in spec color | Dye lot inconsistency, off-spec pile height |
| Cutting | 1–2 weeks | Cut panel sets | Pile direction errors, panel size variance |
| Sewing and assembly | 2–4 weeks | Stuffed and closed toys | Seam strength failures, fill voids |
| Trimming and QC | 1–2 weeks | Finished toys | Surface thread, feature alignment |
| Packaging and shipment | 1–2 weeks | Export-ready cartons | Compression damage, moisture ingress |
Sewing and Seam Construction
Seam integrity is the most critical structural variable in giant plush manufacturing. A standard lockstitch seam is not sufficient for products at this scale. Most reputable producers use a combination of a lockstitch outer seam and an overlocked (serged) inner seam to create a double-reinforced seam structure that resists splitting under the pressure of dense fill material.
Thread selection also matters. For giant plush, 40/2 or 40/3 weight polyester thread is the industry standard — it provides the tensile strength needed for heavily stuffed cavities while remaining fine enough to avoid visible seam lines through the outer fabric pile. Thread should be color-matched to the shell fabric to prevent show-through.
Tip
Specify seam strength requirements in your technical specification documents as a minimum breaking load (e.g., 50 N per ASTM F963 or EN 71 guidelines) rather than leaving it to the manufacturer’s interpretation. Giant plush toys subjected to transportation and handling may encounter stresses that reveal inadequate seam construction only after delivery.
Stuffing and Closing
Stuffing giant plush toys requires industrial-scale filling machines capable of handling the high fill volumes involved. The stuffing process involves inserting fiberfill through a designated opening in the toy body (typically at the back or base), then distributing the fill manually into extremities — limbs, ears, and facial features — before the main body cavity is packed and closed.
Even fill distribution is a skilled operation. Voids — areas of uneven fill density — create visible surface indentations and reduce the toy’s tactile appeal. Fill quality is typically assessed by weight (a production toy should weigh within 5% of the approved sample weight) and by manual feel inspection.
The closing stitch — the seam that seals the stuffing opening — requires particular attention in giant plush, as this is the weakest point in the construction. Ladder stitch (also called blind stitch) executed by hand is the standard method for closing high-quality products, as it is nearly invisible through the fabric pile. Machine closing is faster but produces a more visible seam line.
Feature Attachment and Finishing
Once stuffed and closed, giant plush toys undergo feature attachment (if embroidery has not already been applied to the flat fabric panels) and finishing inspection. Ribbons, accessories, hang tags, and care labels are attached at this stage. Final surface brushing — using specialized brushing rollers to restore pile to its full loft after handling — is a standard finishing step that significantly improves the visual quality of the finished product.
Safety Standards and Compliance Requirements
Safety compliance for giant plush toys is governed by market-specific regulatory frameworks. The applicable standard depends on where the product will be sold, not where it is manufactured.
Key International Standards
The two most widely referenced standards in global markets are ASTM F963 (used primarily in the United States and Canada) and EN 71 (the European Union’s toy safety directive). Both standards cover mechanical and physical testing, flammability, and chemical content restrictions. For giant plush, the most relevant testing categories include seam and joint strength, bite-force resistance testing on attached components, and flammability assessment of shell fabric and filling.
Regulatory Compliance Summary for Giant Plush Toys by Market
| Market | Primary Standard | Chemical Restriction Framework | Testing Body Requirement | Labeling Requirement |
|---|---|---|---|---|
| United States | ASTM F963 | CPSIA (lead, phthalates) | CPSC-approved third-party lab | Tracking label, age grading |
| European Union | EN 71 Parts 1–3 | REACH Regulation | Notified body or accredited lab | CE mark, country of origin |
| United Kingdom | UK Toy Safety Regulations (post-Brexit) | UK REACH | UK-accredited lab | UKCA mark |
| Australia / NZ | AS/NZS 8124 | ASNZS chemical limits | Accredited third-party lab | Age warning label |
| China (domestic) | GB 6675 | GB 6675-4 chemical limits | CCC-approved lab | CCC mark (if applicable) |
Flammability Considerations
Giant plush toys, by virtue of their large surface area and high fill volume, present a greater potential fire hazard than smaller products. In the United States, 16 CFR Part 1610 (fabric flammability) applies to the shell fabric, and some states have additional flammability requirements for large stuffed articles. Shell fabrics used in giant plush should be pre-tested for flammability compliance before bulk production is confirmed, as post-production treatment of non-compliant fabric is rarely practical at scale.

Tip
Request a material-level flammability test report from your fabric supplier before committing to bulk fabric orders. Waiting until the finished product stage to discover a flammability non-compliance issue can result in costly rework or write-offs on an entire production run.
Chemical Safety and Fabric Testing
Both ASTM F963 and EN 71 impose restrictions on harmful chemical substances in toy materials. For plush fabrics, the most relevant restrictions cover azo dye content, formaldehyde levels (particularly in fabric finishes), heavy metals in pigments, and phthalate content in any PVC-containing accessories. OEKO-TEX Standard 100 certification for shell fabric provides a useful third-party verification that a fabric has been independently tested against a comprehensive list of harmful substances.
Packaging and Logistics Considerations for Giant Plush
The logistical complexity of moving giant plush toys through the supply chain is often underestimated. At their uncompressed dimensions, a life-size stuffed animal can occupy the carton volume of multiple standard products, making conventional LCL ocean freight uneconomical for large programs.
Compression Packaging
Most giant plush products are packed using vacuum compression or mechanical compression to reduce carton dimensions before shipment. A 120 cm plush toy that occupies 0.3 cubic meters uncompressed can be reduced to a fraction of that volume under compression, significantly improving container utilization rates. The key manufacturing requirement is that the shell fabric and fill material must fully recover their original dimensions within a reasonable time after compression is released.
Not all fabrics are suitable for compression packaging. Short-pile fabrics generally recover better than long-pile or faux-fur options, and fill recovery depends on the loft characteristics of the fiberfill grade used. Recovery testing — compressing a finished sample and measuring dimensions before and after a set time period — should be included in the pre-production quality plan.
Key Production Quality Checkpoints for Giant Plush Manufacturing
| Checkpoint | Stage | What is Verified | Acceptance Criterion |
|---|---|---|---|
| Fabric incoming inspection | Pre-production | Pile height, color, weight, flammability | Within ±5% of approved spec |
| Pattern sample approval | Pre-production | Silhouette, proportion, seam placement | Buyer sign-off required |
| PP sample approval | Pre-production | Fill density, feature placement, weight | Buyer sign-off required |
| In-line sewing check | During production | Seam strength, stitch density, thread color | SPI ≥ 8–10, seam ≥ 50 N |
| Final QC (AQL inspection) | Post-production | Weight, dimensions, surface, labeling | AQL 1.5 for critical defects |
| Compression recovery test | Post-packaging | Fill loft recovery after compression | Full dimensional recovery within 24 hrs |
Carton Design and Weight Distribution
Because of the high fill weight in giant plush, carton structural integrity is more important than for lightweight product categories. Double-walled corrugated cartons (B/C flute) are typically specified, and carton weight limits must account for the combined weight of multiple giant plush units. Most freight forwarders impose a maximum carton weight of 25–30 kg for manual handling; exceeding this triggers additional handling charges or palletization requirements.
Sourcing Giant Plush Production: What to Evaluate
Finding the right production partner for giant plush is not simply a matter of finding the lowest price per unit. The technical complexity of this product category means that supplier capability — specifically in pattern engineering, seam construction, and quality control — has an outsized impact on the final product outcome.
Supplier Capability Indicators
When evaluating a potential production partner, ask to see completed samples of their largest prior production runs. A supplier that has successfully manufactured products at 100 cm+ has demonstrated the pattern engineering capability and filling equipment required for giant-format production. Suppliers whose experience is primarily in small toys may lack the industrial filling machines, large cutting tables, and specialized pattern blocks needed to produce giant plush efficiently.

Compliance infrastructure is equally important. Request current test reports for materials, verify that the factory operates under a documented quality management system, and confirm that the supplier is familiar with the specific regulatory requirements of your target market. A supplier who can produce a well-constructed product but lacks the documentation infrastructure to support compliance testing creates significant downstream risk.
Minimum Order Quantities and Unit Economics
Giant plush production typically involves higher minimum order quantities (MOQs) than standard plush, both because of setup costs for large-scale pattern cutting and because the filling machine setup costs are amortized across the production run. Industry-typical MOQs for giant plush range from 200 to 500 units per SKU for most factories, though this varies by product complexity and the buyer’s relationship with the supplier.
Unit costs are driven primarily by fill weight (fiberfill material cost scales directly with fill volume), shell fabric consumption (larger surface area means higher material cost per unit), and assembly labor (more panels and larger seam lengths mean longer sewing time per unit). Buyers should request a cost breakdown by material and labor to understand which cost drivers offer flexibility and which are fixed by the product specification.
Frequently Asked Questions
What is the typical lead time for manufacturing giant plush toys?
From confirmed order to ex-factory shipment, a standard giant plush production program typically requires 60 to 90 days, inclusive of pre-production sample approval, bulk fabric procurement, production, and final quality inspection. Complex designs or first-time productions at a new factory may extend this to 100–120 days due to additional sample rounds.
How is fill density determined for giant plush toys?
Fill density is established during the pre-production sample stage by trial and adjustment. Engineers target a balance between structural support (the toy holds its shape upright or seated) and tactile softness (the outer surface feels pliable, not rigid). The approved fill weight is documented in grams and used as a specification for all production units.
Do giant plush toys require special safety certification beyond standard toys?
Giant plush toys are subject to the same regulatory frameworks as all toys in their target market, but specific test protocols — particularly for seam strength and flammability — are more likely to be triggered by the physical scale of the product. Products intended for adult decoration use (not children’s toys) may qualify for different regulatory classifications in some markets, reducing the applicable compliance scope.
Can giant plush toys be packaged for retail without compression?
Technically yes, but it is rarely practical. An uncompressed giant plush toy occupies significant carton volume, increasing shipping costs per unit dramatically. Most retail channels expect a reasonably compressed package format. Products sold through experience-based retail (amusement parks, pop-up events) or shipped as individual consumer orders are more likely to be distributed uncompressed.
What fabric is most durable for high-traffic giant plush applications?
Short-pile polyester velboa in a weight of 280 g/m² or above offers the best durability for applications involving frequent handling, as at amusement parks or carnival prize programs. It resists pilling, retains color under repeated surface contact, and performs well in compression packaging cycles. Premium minky fabric, while softer, is more susceptible to surface wear and is better suited to display or gift applications.
Is recycled polyester fill a viable option for giant plush production at scale?
Yes. Recycled polyester fiberfill produced from post-consumer PET sources is now widely available from major textile suppliers and performs comparably to virgin polyester fill in terms of loft, recovery, and hypoallergenic properties. It typically commands a 10 to 20 percent price premium over standard fill, and the material can support GRS (Global Recycled Standard) certification claims on finished product labeling.