Quality control in plush toy manufacturing is not a single checkpoint at the end of a production run. It is a layered system of planned interventions that begins the moment raw materials arrive at the factory and does not conclude until a third-party inspector signs off on a packed, palletised order ready for loading.
When that system is well-designed and consistently applied, defect rates fall, rework costs shrink, and products reach end consumers exactly as specified. When it is treated as an afterthought—a quick visual check before the container is sealed—the results are predictable: failed lab tests, rejected shipments, safety incidents, and brand damage that takes years to repair.
This guide covers the full architecture of plush toy quality control: the four core inspection stages, AQL sampling methodology, defect classification frameworks, needle detection requirements, laboratory testing protocols, and the most common failure points that cause orders to be held or rejected. It is designed for anyone who needs to understand, specify, or manage quality in a plush toy supply chain.
What Are the Four Stages of Plush Toy Quality Control?
Professional plush toy QC operates across four distinct phases that align with the production timeline. Each phase catches different categories of defect, and a failure detected at an earlier stage is always less costly to correct than the same failure discovered later. The four phases are Incoming Quality Control (IQC), In-Process Quality Control (IPQC), Final Quality Control (FQC), and Pre-Shipment Inspection (PSI).
IQC: Catching Material Problems Before Production Begins
Incoming Quality Control is performed on raw materials—fabric rolls, fill materials, safety eyes, zippers, labels, packaging components—before they are approved for use in production. IQC checks fabric GSM against specification, verifies pile height and colourfastness ratings, inspects fill fibre grade and loft characteristics, and reviews certification documentation from suppliers. A fabric roll that fails colorfastness at IQC costs a fraction of the loss from an entire production run sewn from non-compliant material.
IPQC: Monitoring Quality as the Line Runs
In-Process Quality Control involves inspections conducted at multiple points on the production line while sewing, stuffing, and finishing are underway. IPQC monitors stitch density and tension, seam strength, fill weight consistency, embellishment attachment integrity, and pattern alignment. Line supervisors or dedicated QC personnel pull units at defined intervals—typically every 30 to 60 minutes or after each production batch—and check them against the approved pre-production sample and the specification sheet. Problems caught at IPQC can be corrected immediately without scrapping a completed run.
Four-Stage QC Framework for Plush Toy Manufacturing
| QC Stage | Timing | What Is Checked | Who Performs | Key Output |
|---|---|---|---|---|
| IQC — Incoming | Before production starts | Fabric GSM, colourfastness, fill grade, eye/nose certs, label accuracy | Factory QC team | Material approval/rejection report |
| IPQC — In-Process | During production (every 30–60 min) | Stitch tension, fill weight, seam strength, embellishment pull force, alignment | Line QC inspector | In-line defect log; corrective action triggers |
| FQC — Final | 100% of finished units before packing | Visual defects, needle detection, dimension check, fill firmness, label placement | Factory QC team | Unit pass/fail log; defect rate by category |
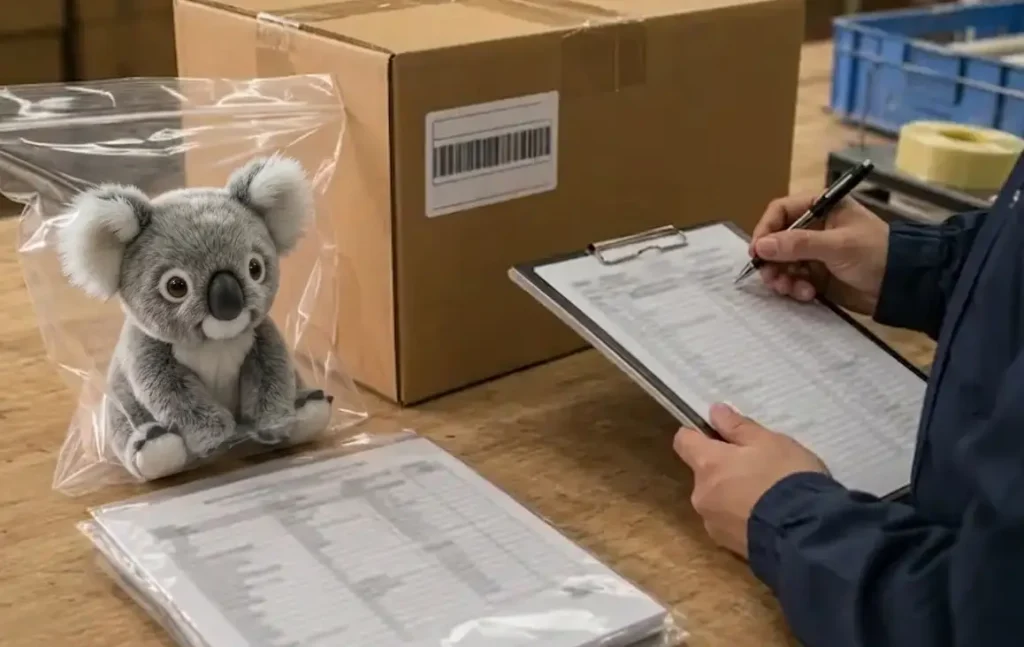
| PSI — Pre-Shipment | After packing, before container loading | AQL sampling, carton labelling, packing integrity, document verification | Third-party inspector | Inspection report; pass/fail recommendation |
How Does AQL Sampling Work for Plush Toy Inspections?
AQL — Acceptable Quality Limit — is the statistical framework used to determine how many units an inspector must check from a batch, and how many defects are permitted before the batch is rejected. It is defined by ISO 2859-1 and is the international standard applied in virtually every pre-shipment inspection of consumer goods, including plush toys.

The AQL system works by assigning different tolerance levels to different categories of defect. Critical defects — those that could cause injury or pose a safety risk — are held to AQL 0, meaning zero tolerance: a single critical defect found in the sampled units causes an immediate rejection of the entire batch. Major defects — those that significantly affect product function or appearance and would likely cause a consumer return — are typically held to AQL 2.5. Minor defects — cosmetic imperfections that do not affect function or safety — are typically held to AQL 4.0.
Under ISO 2859-1, an order of 3,201–10,000 units inspected at General Inspection Level II requires a sample of 200 units. At AQL 2.5 for major defects, the batch passes if no more than 10 defective units are found in that sample. Finding 11 or more triggers an automatic rejection recommendation regardless of overall visual impression.
Tip: For toys targeting children under 36 months, tighten your AQL specification from the standard 2.5/4.0 to 1.5/2.5 for major and minor defects, respectively. The higher safety stakes for infant and toddler toys justify the smaller acceptance window, and specifying this in your purchase order creates contractual accountability with the factory before production begins.
AQL Sampling Size & Acceptance Numbers by Order Quantity (General Inspection Level II)
| Batch Size (units) | Sample Size | AQL 1.5 — Major Accept / Reject | AQL 2.5 — Major Accept / Reject | AQL 4.0 — Minor Accept / Reject |
|---|---|---|---|---|
| 151–280 | 32 | 1 / 2 | 2 / 3 | 3 / 4 |
| 281–500 | 50 | 1 / 2 | 3 / 4 | 5 / 6 |
| 501–1,200 | 80 | 2 / 3 | 5 / 6 | 7 / 8 |
| 1,201–3,200 | 125 | 3 / 4 | 7 / 8 | 10 / 11 |
| 3,201–10,000 | 200 | 5 / 6 | 10 / 11 | 14 / 15 |
| 10,001–35,000 | 315 | 7 / 8 | 14 / 15 | 21 / 22 |
What Defects Are Most Common in Plush Toy Manufacturing?
Defect classification in plush toy QC follows a three-tier system — critical, major, and minor — with specific defect types mapped to each tier. Understanding where defects originate in the production process is essential for building effective corrective action plans, because the same visible defect often has multiple possible root causes that require different interventions.
Critical Defects: Zero Tolerance
Critical defects are those that present a safety risk to the user. In plush toy manufacturing, the most common critical defects are: broken needle fragments left inside the toy body (detectable only by needle detection equipment), detachable small parts that pass through a 3.17 cm small-parts cylinder (applicable to toys for children under 36 months), sharp wire or structural armature protruding through the outer fabric, and excessive levels of restricted chemicals in fabric dye or fill material. Any of these found during inspection — at any stage — must be treated as cause for line stoppage and full order review.
Major and Minor Defect Categories
Major defects significantly degrade the product experience or deviate substantially from specification. They include incorrect fill firmness (outside the target density range), open seams exceeding 10 mm, misaligned or incorrectly positioned facial features, incorrect fabric colour outside the approved tolerance, missing or incorrect labels, and embellishments that fail the 90 N pull-force test. Minor defects are cosmetic imperfections that a reasonable consumer would notice, but that do not affect safety or core function: minor thread tails, slight surface fuzz from cutting, small fabric pile variations within accepted GSM tolerance, or minor tag placement deviations within specified limits.
Plush Toy Defect Classification: Critical, Major & Minor
| Defect Type | Classification | Common Root Cause | Detection Method | Action Required |
|---|---|---|---|---|
| Broken needle fragment inside toy | Critical | Needle breakage without controlled retrieval | Needle detection machine | Full batch re-detection; root cause investigation |
| Detachable small part (under 3 yr toy) | Critical | Insufficiently secured eye/nose / button | Pull-force test (90 N / 10 sec) | Batch hold; redesign attachment method |
| Open or burst seam (>10 mm) | Major | Low stitch tension, wrong thread weight | Visual + seam stress test | Rework or reject affected units |
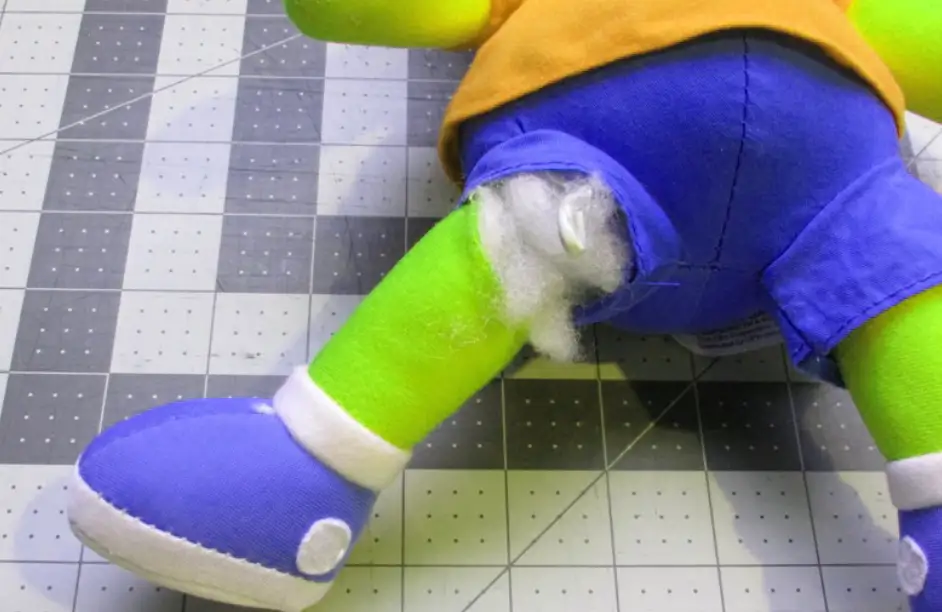
| Incorrect fill firmness | Major | Fill weight variance; inconsistent stuffing | Weight check + compression feel | Restuff and re-seal |
| Misaligned facial features | Major | No positioning jig used; operator error | Visual vs. approved sample | Rework where possible; reject if not |
| Wrong fabric colour/shade | Major | Dye lot variation; unapproved fabric substitution | Visual vs. approved swatch; colorimeter | Reject non-conforming fabric lots |
| Excess thread tails / loose threads | Minor | Trimming step missed in finishing | Visual inspection | Trim and pass |
| Minor label placement deviation | Minor | Operator placement inconsistency | Visual vs. spec | Acceptable within ±5 mm tolerance |
Why Is Needle Detection Non-Negotiable in Plush Toy QC?
Needle detection is the single most safety-critical QC procedure in plush toy manufacturing and one of the most frequently misunderstood by first-time buyers. The risk it addresses is specific: during sewing operations, machine needles break — a routine occurrence in any high-volume softgoods factory. When a needle breaks, fragments can fall into the toy being sewn and become enclosed inside the stuffed body where they are completely invisible to visual inspection. Without needle detection, there is no reliable way to confirm a finished plush toy does not contain a metal fragment capable of causing serious injury.

Professional needle detection uses a conveyor-based metal detector calibrated to identify fragments as small as 1.2 mm in ferrous metal — the industry standard sensitivity for plush toy inspection. Every finished unit passes through the detector individually. Units that trigger an alert are set aside, the fill is removed and re-examined, and the unit is re-detected before being returned to the production flow. Detection equipment must be calibrated daily using test pieces of known size, and calibration records must be maintained and available for buyer review.
Tip: When auditing a factory’s needle control programme, ask to see both the broken needle log and the detection calibration log for the current production period. A factory that cannot produce dated, unit-count–matched records for both is not running a controlled needle programme — they are running a detection theatre. These two documents together are the minimum evidence of a genuine needle safety system.
What Laboratory Tests Are Required for Plush Toy Compliance?
Laboratory testing sits alongside factory inspection but serves a different purpose: it verifies chemical safety, mechanical performance, and flammability properties that cannot be assessed by visual or tactile inspection alone. For plush toys entering regulated markets, third-party lab testing is mandatory — not optional — and test reports must be issued by accredited laboratories recognised by the relevant national authority.
The scope of required testing varies by market and by the target age group of the toy. Toys for children under 36 months face the broadest test scope, including mandatory small-parts testing, bite and chew simulation, pull-force testing on all attachments, and chemical screening for heavy metals, phthalates, azo dyes, and formaldehyde content. Toys for children 3 years and above have a narrower mandatory scope but still require mechanical and chemical compliance in most markets.
Key Laboratory Tests for Plush Toy Compliance by Market
| Test Category | Standard Reference | What It Measures | Markets Required | Typical Turnaround |
|---|---|---|---|---|
| Mechanical & physical safety | EN71-1 / ASTM F963 §4.5 | Pull force on attachments, seam strength, sharp edges, small parts | EU, US, UK, AU, CA | 5–10 business days |
| Flammability | EN71-2 / ASTM F963 §4.2 | Burn rate of outer fabric and fill material | EU, US, UK, AU, CA | 3–7 business days |
| Chemical migration (heavy metals) | EN71-3 / ASTM F963 §4.3.5 | Antimony, arsenic, barium, cadmium, chromium, lead, mercury, selenium | EU, US, UK, AU, CA, JP | 7–14 business days |
| Azo dye content | EN ISO 14362 / REACH SVHC | Restricted aromatic amines from dye decomposition | EU, UK, JP (CA advisory) | 7–10 business days |
| Formaldehyde content | EN ISO 14184 / OEKO-TEX | Free and hydrolysable formaldehyde in fabric and fill | EU, UK, JP, AU (stricter limits) | 5–8 business days |
| Phthalate content | EN71 / REACH Annex XVII | Restricted plasticisers in plastic components (eyes, noses, zips) | EU, UK, US (CPSIA), CA | 7–12 business days |
| Colourfastness | ISO 105-C06 / AATCC 61 | Dye stability under washing and rubbing | Buyer-specified (all markets) | 3–5 business days |
Tip: Request lab test reports at the fabric and trim sourcing stage — not after mass production is complete. Colourfastness and chemical content tests on fabric and fill can be run from small material samples weeks before production begins. Discovering a formaldehyde or azo dye failure after 5,000 units are stuffed and packed means a scrapped order, not a correctable one.

Frequently Asked Questions
What AQL level should I specify for a plush toy pre-shipment inspection?
The industry standard for plush toys is AQL 0 for critical defects, AQL 2.5 for major defects, and AQL 4.0 for minor defects, based on ISO 2859-1 at General Inspection Level II. For toys targeting children under 36 months, tighten major defects to AQL 1.5. Always specify your AQL level in the purchase order so it is contractually binding before production begins.
How sensitive does a needle detection machine need to be for plush toys?
The accepted industry standard is 1.2 mm sensitivity for ferrous metal fragments. This is sufficient to detect the smallest needle fragments produced by standard industrial sewing needles. Machines must be calibrated daily using certified test pieces, and calibration logs must be maintained per production run. Some buyers for infant toy ranges specify 1.0 mm sensitivity for additional safety margin.
What is the pull-force requirement for safety eyes and noses on plush toys?
Under EN71-1 and equivalent standards, plastic safety eyes, noses, and similar attachments on toys for children under 36 months must withstand a sustained pull force of 90 newtons applied for 10 seconds without detaching or deforming to create a hazardous condition. For toys targeting children 3 years and above, the same test is applied, but the acceptance criteria vary by standard and attachment type.
When should a mid-production inspection be conducted?
A mid-production or in-process inspection (IPI) is best scheduled when 30–40% of the total order quantity has been completed and packed. At this point, enough finished units exist to run a meaningful AQL sample while still leaving time to correct systemic defects before the remaining 60–70% of the run is completed. Waiting until 100% completion to discover a recurring defect means the entire order must be reworked or rejected.
Do plush toys need lab testing if they are sold only as collector items for adults?
Products explicitly and unambiguously marketed for adults aged 14 and above are exempt from children’s toy safety standards in most markets, but they remain subject to general product safety regulations including REACH chemical restrictions in the EU, CPSA in the US, and equivalent national frameworks. Any product where the intended age group is ambiguous — due to character type, marketing language, or sales channel — should be tested to full toy safety standards to avoid liability.
What happens if a pre-shipment inspection fails?
A failed PSI results in a rejection report that formally documents the defect types, quantities found, and the grounds for rejection. The buyer then has three options: accept the goods with a negotiated price concession (unusual and only appropriate for minor-defect failures), require the factory to 100% sort and rework the order at their cost before a re-inspection is scheduled, or reject the shipment entirely and pursue remedies under the purchase order terms. Re-inspection after rework incurs additional inspector fees and delays the shipment date.