Short Pile vs Long Pile Plush Fabric: understanding the difference helps you choose the right texture, durability, and feel for plush toy design and manufacturing.
Pile height is the single most consequential fabric decision in plush toy manufacturing — it determines how a product looks on the shelf, how it feels in a customer’s hands, how consistently it can be cut and sewn in production, and how it holds up over time.
Yet pile height is one of the most commonly underspecified elements in buyer briefs, with buyers describing what they want in terms of “soft” or “fluffy” rather than the measurable properties that actually define fabric behavior. This guide covers the real differences between short-pile and long-pile plush fabric across every dimension that matters for product development and production sourcing.
What Pile Height Means and How It Is Measured
Pile height refers to the length of the individual fibers that extend above the base weave of a fabric — measured in millimeters from the backing to the tip of the fiber. It is a precise, objective measurement that defines one of the most visible and tactile characteristics of any plush textile. The same fabric construction — the same fiber type, same backing, same weave density — will produce dramatically different sensory and visual results at 3mm pile height versus 20mm pile height.
In plush toy manufacturing, pile height is almost always specified in millimeters, and it is typically accompanied by two related measurements: pile density (the number of fiber loops or cuts per unit area, expressed as grams per square meter or GSM) and fiber type (most commonly polyester, though nylon and acrylic variants exist). These three specifications together — pile height, pile density, and fiber type — define the fabric’s behavior in production and in use more precisely than any qualitative description.
Understanding pile height as a measurable property rather than a sensory impression is the foundation of effective fabric specification. When a buyer describes their target fabric as “very fluffy” or “super soft,” those descriptors mean different things to different pattern makers and factory sourcing teams. When a buyer specifies “18mm pile height, 280gsm polyester plush,” every production professional reading that brief is working from the same starting point.
Plush fabric pile height classification and key characteristics
| Pile Category | Pile Height Range | Common Fabric Names | Primary Texture Character | Typical Application |
|---|---|---|---|---|
| Ultra short pile | 1–3 mm | Velboa, microplush, minky dot | Smooth, velvety, dense surface | Character features, trim panels, detail areas |
| Short pile | 4–7 mm | Standard minky, short velboa, cuddle fabric | Soft with slight texture; color-saturated | Classic stuffed animals, children’s plush, promotional plush |
| Medium pile | 8–14 mm | Medium plush, sherpa-weight plush | Visibly fluffy; tactile depth; directional grain | Premium stuffed animals, character plush, collectibles |
| Long pile | 15–25 mm | Long plush, shaggy fabric, high-pile velboa | Dramatically fluffy; strong directional lay | Realistic animal replicas, lifestyle plush, display pieces |
| Ultra long pile | 25 mm+ | Faux fur, Mongolian plush, luxury pile | Deep, coat-like; significant fiber movement | Faux fur décor, premium pet toys, fashion accessories |
The Plush Fabric Pile Spectrum: From Velboa to Faux Fur
The plush fabric category encompasses a wide spectrum of materials that share a common construction principle — fibers bonded or woven into a backing — but diverge significantly in their sensory properties, production behavior, and end-use suitability. Most plush toy buyers encounter three or four fabric names repeatedly in their sourcing conversations: velboa, minky, standard plush, and faux fur. Understanding where each falls on the pile spectrum — and what trade-offs each represents — is essential for making fabric selections that match the product’s intended appearance, price point, and production requirements.

Velboa is the most widely used short-pile plush fabric in toy manufacturing. Its pile height typically falls between 2mm and 5mm, producing a smooth, dense surface that holds color well, cuts cleanly, and sews consistently. Velboa’s short pile makes it the most forgiving fabric for pattern cutting — the short fibers do not create directional issues during cutting, and seams sit flat without fiber bulk interfering with stitch alignment. These production advantages explain why Velboa dominates the standard stuffed animal category globally.
Minky fabric — also called cuddle fabric or microplush — sits in the 3mm to 6mm range and is distinguished by its exceptionally fine fiber diameter, which creates a silky, cloud-like tactile quality that velboa does not replicate. Minky has become strongly associated with infant and toddler products because its fine-fiber softness registers as premium to consumers. It is slightly more expensive than velboa and requires slightly more care in cutting and sewing, but its sensory properties justify the additional cost for products positioned at higher price points.
Long-pile plush and faux fur fabrics, at 15mm and above, produce an entirely different product aesthetic — one that reads as realistic animal fur rather than the archetypal smooth stuffed toy surface. These fabrics are visually dramatic and tactually distinctive, but they introduce production complexity that short-pile fabrics do not: directional cutting requirements, fiber bulk at seams, and a tendency for long fibers to trap in stitching during sewing operations.
Tip: When requesting fabric samples from a supplier, always ask for the sample to be cut in two directions — along the grain and against it. Short-pile fabrics show minimal directional difference. Long-pile fabrics show a pronounced directional change: the “with grain” direction lies flat and smooth; the “against grain” direction creates a brushed, lifted effect. Seeing this difference on a physical sample before sampling begins prevents directional mismatches in your first prototype, which are one of the most common causes of avoidable revision rounds on long-pile products.
How Pile Height Affects Cut-and-Sew Production
Pile height has more influence on the production process in a plush toy factory than any other single fabric variable. Short-pile and long-pile fabrics require meaningfully different cutting techniques, different sewing approaches, and different quality inspection standards — which is why pile height affects not just the product’s appearance but also its production cost, defect rate, and sampling timeline.
Cutting Behavior by Pile Height
Short-pile fabrics cut cleanly and consistently. The short fibers do not interfere with die cutting or blade cutting operations, and the cut edges are precise and predictable. Multiple layers of short-pile fabric can be cut simultaneously, which is standard production practice and reduces cutting labor costs significantly.
Long-pile fabrics require more controlled cutting. The long fibers must be carefully aligned in a consistent direction before cutting, and the cutting blade or die must be positioned to cut through the backing without cropping the pile fibers on the face of the cut pieces — a mistake that creates visible fringe along cut edges. For this reason, long-pile fabric is typically cut in fewer layers per pass, and cut pieces require individual inspection before moving to the sewing stage. This adds time and labor cost relative to short-pile production.
Sewing and Seam Behavior
Seam management is the most production-critical difference between short-pile and long-pile plush. In short-pile fabric, seams sit flat, fiber bulk is minimal at the stitch line, and the sewn seam is essentially invisible on the finished surface after turning. In long-pile fabric, the volume of fiber caught in the seam allowance creates a thick, stiff seam that must be managed carefully — both to ensure structural integrity and to prevent visible seam ridges on the surface of the finished product.

Standard practice in long-pile plush production is to carefully tease out trapped fibers from inside the seam after turning, using a pin or comb tool to restore the pile’s surface continuity across the seam line. This is a time-consuming manual finishing step that does not exist in short-pile production and adds meaningful labor cost per unit. Buyers pricing long-pile products should account for this additional labor component rather than applying short-pile unit cost assumptions.
Production complexity comparison: short pile vs long pile plush fabric
| Production Stage | Short Pile (1–7 mm) | Long Pile (15 mm+) | Impact on Unit Cost |
|---|---|---|---|
| Pattern cutting | Multi-layer die or blade cutting; high efficiency | Direction-aligned, reduced layers per pass; individual inspection | Long pile adds 15–25% cutting labor cost |
| Fabric waste rate | Low — tight nesting possible; 8–12% typical waste | Higher directional constraints reduce nesting efficiency; 15–22% typical | Long pile adds 5–10% material cost from waste differential |
| Sewing/assembly | Standard seam construction; no special fiber management | Fiber bulk management required at seams; slower line speed | Long pile adds 20–35% sewing time per unit |
| Post-sewing finishing | Minimal — brushing or steaming optional | Manual fiber release from seams; directional brushing required | Long pile adds dedicated finishing step: 5–10 min per unit |
| Quality inspection | Visual inspection; seam integrity check | Directional consistency check; seam ridge inspection; matting assessment | Long pile inspection time is approximately 30–40% longer per unit |
| Embroidery compatibility | Excellent — backing stabilizes well; crisp stitch definition | Poor — long fibers obscure embroidery; backing stabilization is difficult | Long pile typically requires printed or appliquéd features instead of embroidery |
Tip: If your design includes facial features as embroidery — eyes, nose, mouth, or expression lines — specify short-pile or medium-pile fabric for the face panel specifically, even if the body uses long-pile fabric. Many well-executed long-pile plush toys use a two-fabric construction: long-pile faux fur for the body and a contrasting short-pile velboa or felt for the face area. This approach resolves the embroidery-on-long-pile problem cleanly while adding visual contrast that enhances the design rather than compromising it.
Durability, Matting, and Long-Term Appearance
The long-term performance of plush fabric — how it looks and feels after washing, compression during shipping, handling by children, and storage — differs significantly between short-pile and long-pile constructions. For buyers building products with repeated use expectations or high customer satisfaction standards, understanding these performance differences is as important as understanding the aesthetic ones.
Matting and Pile Recovery
Matting — the flattening and clumping of pile fibers that makes a plush toy look worn — is a function of fiber length, fiber density, and the type and frequency of mechanical stress applied to the fabric. Short-pile fabrics mat less visibly because the fibers are too short to clump into distinct matted sections. When short-pile velboa is compressed, the short fibers recover relatively quickly and do not produce the matted appearance that consumers associate with a “used” toy.
Long-pile fabrics are significantly more susceptible to matting. The longer fibers can become tangled, directionally misaligned, or compressed into flat sections by handling, washing, or sustained pressure during shipping. A long-pile product that is tightly packed in a polybag and compressed in a carton for several weeks of ocean freight may arrive with visible matting that requires steaming and brushing to resolve before it can be presented to retail or photographed for e-commerce. This is not a defect — it is a material property that buyers of long-pile products should plan for as a standard part of their receiving and QC process.
Long-term durability comparison: short pile vs long pile plush fabric
| Performance Dimension | Short Pile (1–7 mm) | Long Pile (15 mm+) | Practical Implication for Buyers |
|---|---|---|---|
| Matting susceptibility | Low — fibers too short to clump visibly | High — fiber tangle and flatten under sustained pressure | Long-pile products may need post-shipping restoration before retail presentation |
| Pile recovery after compression | Rapid — near-complete recovery within hours | Slow — may require manual brushing or steaming for full recovery | Long-pile products need ventilated storage; avoid tight compression in the display |
| Washability | Good — short fibers agitate and dry without significant tangling | Variable — machine washing can cause severe tangling; hand washing or a gentle cycle is recommended | Children’s long-pile products benefit from hang tag wash instructions |
| Color consistency over time | Stable — dense pile maintains color depth through moderate use | Variable — long fibers may separate to show lighter backing fiber; tip-to-root color variation | Long-pile fiber dyeing quality matters more than for short-pile fiber |
| Pilling resistance | Low pilling — dense construction resists fiber breakage | Moderate — longer fibers are more susceptible to breakage and pill formation with friction | Fabric GSM weight affects pilling resistance; specify a minimum of 220 GSM for long-pile |
Pile Height and Compliance Considerations
Pile height intersects with product safety compliance in ways that buyers sourcing for children’s markets need to understand before finalizing fabric specifications. The primary compliance dimension that pile height affects is flammability testing under ASTM F963 (US) and EN71 Part 2 (EU/UK). Longer pile fabrics present a larger surface area of exposed fiber, which can affect how quickly a material ignites and how rapidly a flame propagates across a surface — the exact properties that flammability standards assess.

This does not mean long-pile fabric is non-compliant — it means that long-pile products destined for children’s toy markets require specific flammability testing of the actual fabric being used in production, not reliance on a general compliance assumption. Buyers should request the specific flammability test reports for the pile height and fiber type being quoted, not general certification documentation that may cover a different pile specification.
A second compliance area where pile height matters is the small parts risk assessment. Choking hazard evaluation considers whether embedded components — safety eyes, nose inserts, button accessories — are adequately secured. In long-pile fabric, these components are set into a deeper fiber bed, which can affect the pull-force test outcome. Safety eyes that pass pull-force testing at the correct specification in short-pile fabric should be re-tested when the same construction is used in long-pile fabric, as the fiber depth changes the mechanical dynamics of the attachment point.
Compliance considerations that vary by pile height for children’s plush toys
| Compliance Area | Short Pile Risk Level | Long Pile Risk Level | Testing Action Required |
|---|---|---|---|
| Flammability (ASTM F963 / EN71-2) | Standard — follows normal test protocol | Elevated — larger fiber surface area; slower self-extinguish | Test specific pile height, and GSM used in production; not transferable from short-pile certs |
| Small parts / choking hazard | Standard pull-force protocol applies | Re-assess — deep fiber bed changes attachment dynamics | Re-test the safety eye/nose pull-force on long-pile fabric specifically |
| Chemical content (REACH / CPSIA) | Standard — fabric dye and fiber testing applies | Standard — same requirements; more fiber surface area to test | OEKO-TEX or REACH test report required for specific fabric batch, regardless of pile height |
| Fiber shedding / loose fiber | Low — short fibers rarely shed significantly | Higher — long fibers more susceptible to breakage and shedding | Fabric density (GSM) specification helps; consider the shedding test for long-pile infant products |
Tip: When changing pile height between product versions — even using nominally “the same” fabric from the same supplier — treat the compliance documentation as a new requirement rather than carried over from the previous version. A flammability test conducted on a 5mm velboa product does not cover a 20mm faux fur product, even if both are polyester plush from the same fabric supplier. Compliance tests are specific to the actual material used in the specific product. This is a detail that catches first-time buyers off guard when they assume fabric-level certification transfers across pile heights.
Choosing the Right Pile Height for Your Product
The right pile height for a plush toy product is determined by the intersection of four considerations: the intended visual character of the product, the end user and market context, the production budget, and the compliance requirements of the target market. No single pile height is categorically superior — each has a legitimate domain of application.
Short pile is the right choice when production efficiency and cost predictability are priorities — when the product needs to move quickly through sampling, when order volumes are high, or when the design includes embroidered features that require a stable fabric backing. Short-pile products are also the most appropriate choice for infant and toddler products, where washability and hygiene maintenance are consumer priorities. Velboa and minky-weight fabrics in the 3–7mm range cover the majority of children’s stuffed animal applications effectively.
Long pile is the right choice when visual drama and tactile distinction are priorities — when the product is intended to read as premium, when the design concept is a realistic animal with coat-like texture, or when the end-use context is lifestyle or display rather than active play. Long-pile products justify their higher production cost when the market positioning supports it: premium retail, collectible channels, or brand-licensed products where material quality is a visible market differentiator.
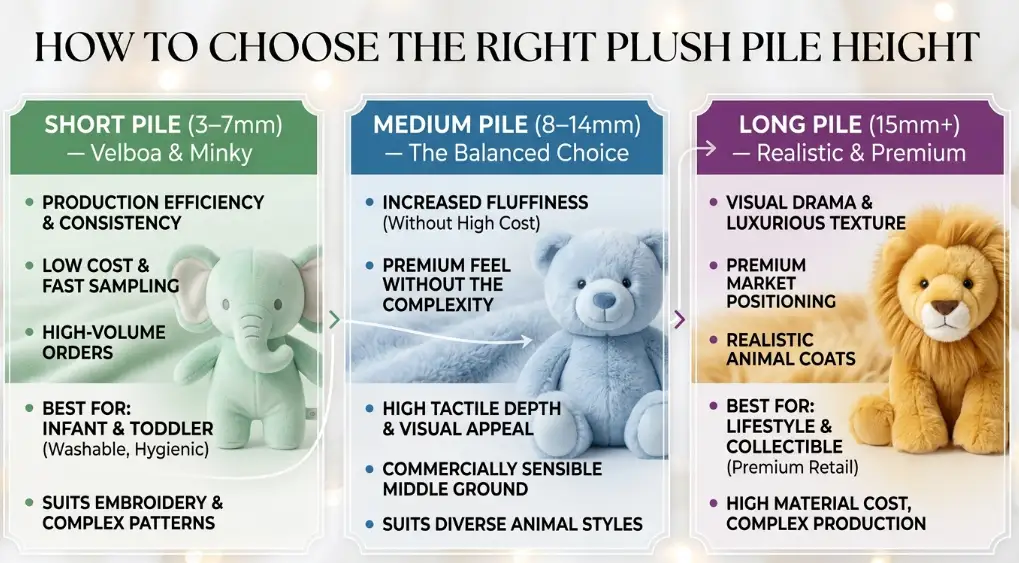
Medium pile — 8–14mm — deserves more attention than it typically receives in sourcing conversations. Medium pile fabrics offer a genuinely useful middle ground: visible fluffiness without the production complexity of true long pile, sufficient tactile depth to register as premium without the durability concerns of faux fur lengths. For buyers who want their product to feel and look more distinctive than standard velboa without the cost and production challenge of long-pile fabric, a well-specified medium-pile plush is frequently the most commercially sensible choice.
Tip: When specifying pile height for the first time, request a physical pile height swatch board from your manufacturer rather than relying on digital images. Most professional plush fabric suppliers can provide a graduated sample set — the same fiber type at 3mm, 7mm, 12mm, 18mm, and 25mm — so you can assess the visual and tactile difference at each step with the actual material in hand. Digital photography flattens pile depth significantly and makes 10mm fabric look very similar to 20mm fabric. A physical graduated swatch board is the only reliable way to make a pile height decision you will stand behind when the bulk production arrives.
Frequently Asked Questions
Q1: Is there a standard pile height that most stuffed animal manufacturers use, and why?
The most commonly used pile height range in standard stuffed animal manufacturing is 3mm to 7mm — primarily velboa and short minky fabrics. This range dominates for practical rather than aesthetic reasons: short-pile fabrics cut efficiently, sew consistently, produce low defect rates, and comply with flammability and safety standards without additional complexity. They also perform well in washing and maintain their appearance over extended use. Most children’s plush toys sold through mass-market retail and online channels are produced in this pile height range, which is why it reads as the “classic” stuffed animal texture to most consumers. Buyers who want their products to stand out from this mainstream aesthetic can move to medium or long pile, but they should do so with a clear understanding of the production cost and complexity premium those decisions carry.
Q2: Can short-pile and long-pile fabrics be used in the same product, and how does this affect production?
Yes — combining short-pile and long-pile fabrics in a single product is a well-established construction technique in plush toy manufacturing. The most common application is a two-fabric design where long-pile faux fur is used for the body and a short-pile velboa or felt is used for the face, belly, or accent panels. This approach solves the embroidery problem on long-pile products, adds visual interest through texture contrast, and is accepted production practice at most professional plush manufacturers. The production implication is that two different fabrics require separate cutting setups, and the seams where they meet require careful management to ensure a clean transition without fiber bulk or a visible step at the join. Sampling a two-fabric construction typically adds one revision round to the development timeline as the factory calibrates the seam treatment and panel sizing, but the investment is usually worth it for products where the design intent requires this level of material detail.
Q3: Does pile height affect the price of the finished plush toy, and by how much?
Yes — pile height affects unit cost through both material cost and labor cost. On the material side, long-pile fabrics cost more per meter than short-pile fabrics because they use more fiber per unit area. They also generate higher waste rates in cutting due to directional constraints, increasing the effective material cost per unit. On the labor side, long-pile fabric requires more time to cut, sew, finish, and inspect than short-pile fabric, as described in the production section of this guide. The combined effect of higher material cost, higher waste rate, and higher labor cost means that a long-pile plush product typically costs 20–40% more to produce at the unit level than a comparable product in short-pile fabric — and this is before any premium for the fabric itself is factored in. The exact premium depends on the product’s complexity and the specific fabrics being compared, but buyers should not assume that switching from short-pile to long-pile fabric produces only a small incremental cost increase. It is a material structural cost difference.
Q4: How do I specify plush fabric pile height in a brief if I don’t know the exact measurement I want?
The most practical approach when you don’t have a specific pile height in mind is to provide a physical reference product — an existing plush toy or fabric swatch — that represents the texture you are targeting. Any professional plush manufacturer can measure the pile height of a reference sample and use it as a starting point for sourcing the appropriate fabric. If you don’t have a physical reference, describing the product’s intended use and price positioning is usually sufficient for an experienced factory to propose a fabric shortlist: “children’s stuffed animal for mass-market retail” points clearly toward 3–5mm velboa; “premium collectible character plush” points toward 10–14mm medium plush; “realistic wildlife plush for boutique retail” points toward 18–22mm long-pile faux fur. Once you receive fabric swatches based on these descriptions, you can select the closest match and record the pile height from the swatch documentation for your brief going forward.
Q5: Are there any pile height ranges that are particularly difficult to produce consistently at scale, and why?
The pile height ranges that present the most consistency challenges at production scale are the very long pile fabrics — 22mm and above, particularly natural-movement faux fur and Mongolian pile fabrics. The challenge is not that these fabrics cannot be used in production; experienced manufacturers work with them regularly. The challenge is consistency: at very long pile heights, small variations in fabric batch, cutting direction, or post-production handling can produce visible differences between units in the same production run.
Color consistency is particularly susceptible because very long fibers may display tip-to-root color variation that becomes visible when the pile is disturbed. For buyers ordering large quantities of long-pile products — over 2,000 units of the same design — it is standard practice to request multiple pre-production fabric batch samples from the production rolls, inspect them for consistency before approving bulk production, and include explicit pile direction and GSM tolerances in the production specification. Factories with genuine experience in long-pile production will understand and support this process; those without it may push back on what they consider excessive pre-production scrutiny.