Today, let us talk about the topic “Laser Cutting in Plush Toy Manufacturing”. Laser cutting has moved from a niche industrial tool to a mainstream production technology in plush toy manufacturing — and for good reason. It solves problems that traditional die cutting and manual fabric cutting cannot, particularly when it comes to edge quality, pattern accuracy, and the economics of small-batch or complex-shape production.
But laser cutting is not the right choice for every material, every design, or every order volume. Understanding when and why it delivers value — and when it does not — is the difference between a production decision that improves your product and one that adds cost without benefit.
Why laser cutting matters in plush toy production — and what it actually changes
Plush toy manufacturing is fundamentally a cut-and-sew process. The quality, accuracy, and consistency of the cut-fabric stage determines everything that follows: how cleanly panels align at the sewing machine, how precisely embroidered details register to the finished shape, how consistently a pattern replicates across thousands of units. Traditional cutting methods — manual scissors, rotary cutters, and mechanical die presses — have served the industry for decades, but each carries limitations that compound across a production run.
Laser cutting addresses the most persistent of those limitations: edge fraying and cut precision. When a CO₂ laser cuts synthetic plush fabrics — polyester minky, velboa, short-pile fleece — the heat of the laser beam simultaneously cuts and seals the edge by melting and fusing the synthetic fibers. The result is a sealed edge that does not unravel during handling, stacking, or sewing.
For manufacturers running high-precision designs, character-licensed IP shapes, or complex multi-panel constructions, this sealed edge characteristic alone changes the downstream sewing process in measurable ways: fewer dropped stitches at edges, more consistent seam allowances, and reduced trimming at final QC inspection.
How laser cutting works in a plush fabric production environment
The technology and the fabrics it works best on
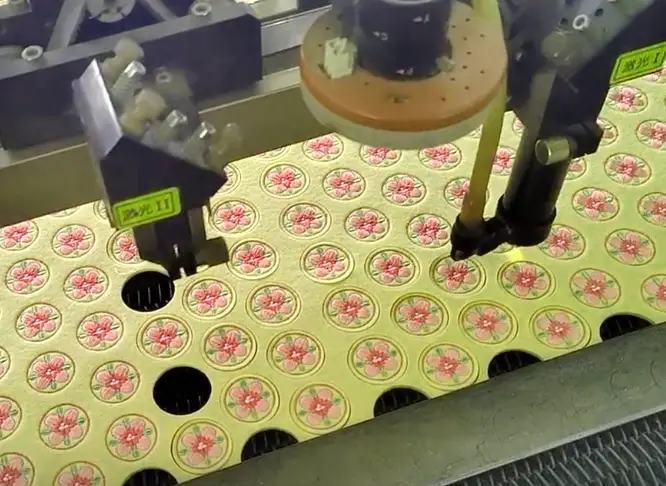
Industrial fabric laser cutters used in plush production are almost universally CO₂ laser systems — typically operating at wavelengths of 10.6 micrometers, which are absorbed efficiently by synthetic polymer fibers. The laser head moves across a flatbed cutting surface, guided by digitized pattern files, cutting through layered fabric at speeds that vary by fabric thickness, pile height, and required edge quality. The cutting path is generated directly from CAD pattern data, which means digital patterns translate to physical cuts without the intermediate step of producing physical dies or templates.
Fabric suitability is the most important variable in laser cutting for plush production. Synthetic fabrics — polyester minky, velboa, plush fleece, and synthetic fur — are well-suited to CO₂ laser cutting because their polymer composition responds to laser heat by melting and sealing cleanly. Natural fiber fabrics, including cotton felt and wool, do not seal at cut edges in the same way and tend to char or discolor at the cut line rather than fusing. For the majority of commercial plush toy production, which uses predominantly polyester-based fabrics, laser cutting is technically compatible with the core material palette.
| Fabric type | Laser cut suitability | Edge result | Recommended cutting method |
|---|---|---|---|
| Polyester minky | Excellent | Clean sealed edge, no fray | Laser (first choice) |
| Polyester velboa | Excellent | Sealed, minimal melt residue | Laser (first choice) |
| Short-pile polyester fleece | Very good | Sealed, slight pile disturbance at edge | Laser or die cut |
| Long-pile synthetic fur | Moderate | Pile compression at cut line; acceptable for seamed panels | Laser with reduced speed |
| Cotton felt | Poor | Charring, discoloration, no sealing | Die cut or manual |
| Wool felt | Poor | Scorching, odor, fibrous edge | Die cut or manual |
| PP non-woven (inner lining) | Good | Clean fused edge | Laser or die cut |
Comparing laser cutting to die cutting and manual cutting in production
The decision between laser cutting, die cutting, and manual cutting in plush production is not a simple technology preference — it is an economics and application decision that depends on order volume, design complexity, fabric type, and how frequently patterns change between runs. Each method has a cost structure and a performance envelope that makes it the right choice under specific conditions. Misapplying the method to the production context is one of the most common sources of unnecessary cost in plush toy manufacturing.
| Cutting method | Setup cost | Per-unit speed | Pattern change cost | Best order volume |
|---|---|---|---|---|
| Manual (scissors/rotary) | Negligible | Slowest | None | <200 units, prototypes |
| Die cutting (steel rule) | $80–$300 per die shape | Fast | New die per shape change | 3,000+ units, stable shapes |
| CO₂ laser cutting | File setup only (~$0) | Medium-fast | Digital file update only | 500–50,000+ units |
| Automated knife cutting (CAM) | Medium (machine investment) | Very fast | Digital file update | 10,000+ units, multi-layer |
The specific advantages laser cutting delivers in plush toy design and production
Complex shapes and intricate design elements that die cutting cannot achieve
Die cutting — the dominant high-volume fabric cutting method in plush manufacturing — requires a physical steel rule die for each distinct shape in the pattern set. For basic geometric panels, this is an economical and fast solution. But for character-shaped plush products with complex outlines, small appendage panels, irregular surface detail pieces, or embroidery-registration cutouts, the die fabrication cost and the geometric limitations of steel rule dies create real constraints.
Laser cutting has no geometric limitations: the cutting path is defined entirely in software, which means concave curves, re-entrant angles, sharp interior corners, and multi-contour outlines that would require multiple die setups — or simply cannot be cut cleanly with a die — are produced in a single laser pass with the same setup cost as a simple rectangle.
This geometric freedom is particularly valuable in IP-licensed character production, where brand approval requires dimensional fidelity to character artwork that can involve dozens of unique panel shapes per design. Laser-cut panels reduce the shape-to-shape registration errors that accumulate when multiple dies of varying precision are used to cut a single character’s panel set.
Precision and repeatability across large production volumes
Laser cutting is a digitally controlled process: the cutting path does not drift between the first unit and the ten-thousandth unit of a production run. Die cutting shares this repeatability for simple shapes, but die wear and mounting variation introduce gradual dimensional drift over long production runs. Manual cutting is inherently operator-dependent and cannot maintain tight tolerances across large volumes regardless of operator skill.
For tight-tolerance construction — plush toys with small seam allowances, precisely registered multi-layer appliqué, or panels that must align accurately at multiple sewing stations — laser cutting’s dimensional consistency is a direct quality control asset.
| Quality parameter | Laser cutting | Die cutting | Manual cutting |
|---|---|---|---|
| Cut dimension tolerance | ±0.1–0.3 mm | ±0.3–0.8 mm | ±1.0–3.0 mm |
| Edge fraying (polyester) | None (sealed) | Present | Present |
| Repeatability across run | Constant (digital) | Good (die wear over time) | Variable (operator) |
| Setup time per shape change | Minutes (file update) | Hours (die fabrication) | None |
| Minimum detail feature size | ~1.5–2.0 mm | ~4–6 mm | ~8–10 mm |
| Fabric layers per pass | Typically 1–4 | 6–12+ | 1–3 |
Limitations of laser cutting in plush manufacturing that buyers should understand
Laser cutting is not without trade-offs, and buyers who approach it as a universal solution rather than a specific-use tool will encounter situations where it underperforms. The most important limitation in plush production is pile disturbance at the cut edge on long-pile fabrics. When a CO₂ laser cuts through a fabric with a pile height above approximately 6–8 mm, the heat affects the pile fibers adjacent to the cut line — causing slight singeing, compression, or discoloration at the edge that may be visible in the finished seam if the seam allowance is narrow. This is not a defect that affects all plush fabrics, but it is a genuine consideration for super-soft long-pile minky, teddy bear fur grades, or high-loft sherpa fabrics.

Layer capacity is the second structural limitation. Die cutting and automated knife systems can cut through 10–20 or more fabric layers per pass, dramatically increasing throughput for simple shapes in high-volume production. Laser cutting typically handles 1–4 layers per pass for plush fabrics, meaning that raw throughput for simple shapes at very high volumes may favor die cutting on a per-unit-time basis, even accounting for die fabrication costs. For buyers sourcing very high volumes of a single shape — body panels for a basic round stuffed animal, for example — the economics of die cutting at scale may outperform laser cutting at production quantities above approximately 20,000–30,000 units of a single unchanged shape.
| Scenario | Recommended cutting method | Reason |
|---|---|---|
| Custom character shape, 500–5,000 units | Laser cutting | No die cost; complex outline precision |
| Simple panel shape, 20,000+ units | Die cutting | High-speed, multi-layer throughput advantage |
| Prototype or sample (any shape) | Laser cutting | Immediate start, no tooling investment |
| Long-pile teddy fur, cosmetic seam | Die or manual (laser secondary) | Pile singeing risk at cut edge |
| Intricate appliqué or embroidery-register pieces | Laser cutting | Sub-mm precision for registration |
| Cotton or wool felt accessories | Die cutting or manual | Natural fibers char under laser heat |
Frequently asked questions about laser cutting in plush toy manufacturing
Does laser cutting replace die cutting entirely in plush toy production?
No — and experienced manufacturers do not position it that way. Laser cutting and die cutting solve different production problems and perform best in different volume and design contexts. Laser cutting excels in situations where design complexity, pattern change frequency, or edge quality requirements outweigh raw throughput: character-shaped products, short-run or sample production, and designs with intricate outlines that die tooling cannot accurately reproduce.
Die cutting remains the more economical choice for very high-volume production of stable, simple shapes where the die cost amortizes quickly and multi-layer throughput matters. Most full-service plush manufacturers operate both capabilities and select the appropriate method based on the specific design and order parameters — a buyer should be asking which method their manufacturer recommends for their specific design and volume, not which technology is generically superior.
Will laser cutting affect the softness or texture of plush fabric panels?
For short-pile and medium-pile polyester plush fabrics — the materials used in the majority of commercial plush toy production — laser cutting does not meaningfully affect the softness or texture of the cut panel. The heat effect is localized to the cut edge, where synthetic fibers melt and fuse to create a sealed border. This sealed edge is slightly stiffer than the uncut fabric immediately adjacent to it, but the width of this affected zone is typically 0.5–1.5 mm, which falls within the seam allowance and is completely hidden in the finished seam.
For long-pile fabrics (pile height above 6–8 mm), there is a risk of visible pile disturbance adjacent to the cut line on high-loft materials — a legitimate concern that should be discussed with the manufacturer before confirming laser cutting for a premium long-pile design.
How does laser cutting improve the accuracy of multi-panel plush toy construction?
Multi-panel plush constructions — character designs that require four, six, eight, or more individual panels to assemble a three-dimensional form — depend on dimensional consistency across every cut panel for the finished shape to match the design intent. When panels are cut with tolerances of ±1–3 mm (typical for manual cutting), the accumulated dimensional variation across six or eight panels introduces distortion in the assembled shape that cannot be corrected at the sewing stage. Laser cutting at ±0.1–0.3 mm tolerance reduces this accumulation dramatically.
The practical result is a finished plush form that more accurately matches the approved sample, with fewer misalignment defects at seam junctions and less panel trimming required at quality inspection. For IP-licensed character production, where brand approval hinges on shape fidelity, this accuracy improvement has direct commercial value.
Is laser cutting more expensive than die cutting for plush toy production?
The cost comparison between laser and die cutting depends on order volume, design complexity, and how frequently patterns change. At low-to-medium volumes — roughly 500 to 10,000 units — laser cutting is typically less expensive on a total-cost basis because it eliminates die fabrication costs ($80–$300 or more per shape) that must be incurred before die cutting can begin.
At very high volumes of a single unchanged shape — above approximately 20,000–30,000 units — die cutting often becomes more economical because its higher multi-layer throughput reduces the per-unit cutting labor cost below what laser cutting can achieve. For product lines with frequent design revisions, seasonal updates, or multiple SKU variations, laser cutting’s zero pattern-change cost consistently delivers lower total tooling expenditure across the product lifecycle, even if the per-unit cutting time is slightly longer.
What file formats do plush toy manufacturers need to use laser cutting for a custom design?
Laser cutting in plush production is driven by vector pattern files — the cutting path must be defined as precise geometric outlines, not raster images or photos. The most widely accepted file formats are DXF (Drawing Exchange Format), AI (Adobe Illustrator), and SVG (Scalable Vector Graphics). DXF is the most universally compatible format across different laser cutting software platforms and is the safest choice when working with a manufacturer whose specific software is unknown.
Pattern pieces should be supplied as closed vector paths with accurate dimensions — ideally at a 1:1 scale with millimeter units. If only sketches or photo references of a design are available, the manufacturer’s pattern team will digitize the design before laser file preparation can begin, which adds time and cost to the sample development phase. Providing clean, dimensioned vector pattern data at the start of the project is the single most effective way to accelerate the transition from design approval to cutting production.







